Modern high-performance aircraft are manufactured with stacks of composite and metal, making fastener holes more difficult. Helical milling is an advanced machining process to improve the quality of hole-making. In helical milling, hole diameter error should be controlled for better fastener-hole fitting performance and longer tool life.
In a study published in Journal of Manufacturing Processes, Dr. YANG Yongtai’s group from Fujian Institute of Research on the Structure of Matter of the Chinese Academy of Sciences reported the hole diameter variation compensation by integrating computation geometry for helical milling of stacked aerostructure in aircraft production.
Dr. YANG Yongtai’s group from Fujian Institute of Research on the Structure of Matter of the Chinese Academy of Sciences reported the hole diameter variation compensation by integrating computation geometry for helical milling of stacked aerostructure in aircraft production.
Considering the elaborate design and sufficient stiffness of the multifunctional helical milling end-effector, the researchers found that the diameter of an intended fastener hole depends on the orbital eccentricity, as well as the size and performance of the used milling cutter. Early tests of the end-effector explore optimal milling parameters and verify the stiffness of a cutter with the appropriate size.
Since trail milling is often performed on a test piece, the milling cutter is in the steady wear stage in helical milling. The researchers primarily determined the diameter error of each intended fastener hole by the adjusting error of the orbital eccentricity and the steady wear volume of the milling cutter.
In the end-effector, the radial feed mechanism used for the eccentricity adjustment is run by the multilevel transmission. The researchers adjusted the orbital eccentricity by using the transmission chain of a motor, a reducer, a synchronous belt, a spiral bevel gear set, and a ball screw pair. There is an adjustment error in orbital eccentricity because of manufacturing and transmission errors in the radial feed mechanism.
To achieve accurate orbital eccentricity, the researchers designed a length-gauge-based feedback control mechanism of the orbital eccentricity for the radial feed mechanism. The researchers also proposed a least-squares method to calibrate the length gauge for accurate measurement.
The milling cutter diameter also influences the hole diameter in addition to the orbital eccentricity. In the steady wear stage, the wear rate and degradation speed of the milling cutter are relatively stable. To further reduce the hole diameter error in helical milling, the effect of the cutter dimension changing on the hole diameter variation during the steady wear stage of the cutter should be considered.
Due to the fact that the hole diameters often vary with the number of milled fastener holes, the researchers developed a universal hole diameter-variation model based on the classic B-spline model of computation geometry. They also developed the modeling and compensation system of the hole diameter variation for helical milling.
This study provides essential guidance for the hole diameter error control for the helical milling of stacked aerostructures.
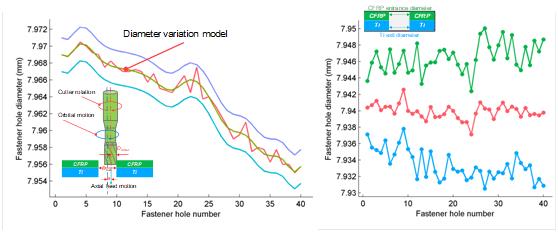
Hole diameter variation modeling and compensation (Image by Dr. YANG’s group)
Contact:
Dr. YANG Yongtai
Fujian Institute of Research on the Structure of Matter
Chinese Academy of Sciences
Email: yangyongtai@fjirsm.ac.cn